Литье по выплавляемым моделям
Страницы: 1 2 3Литьем по выплавляемым моделям называется способ получения литых деталей по разовым (выплавляемым, выжигаемым или растворяемым) моделям в многослойных неразъемных огнеупорных формах, подвергнутых прокаливанию и заливаемых в горячем или охлажденном состоянии.
Последовательность подготовительных и основных производственных операций при различных вариантах современного промышленного процесса литья по выплавляемым моделям представлена на схеме рис. 11.34. Сущность наиболее распространенного варианта процесса состоит в следующем.
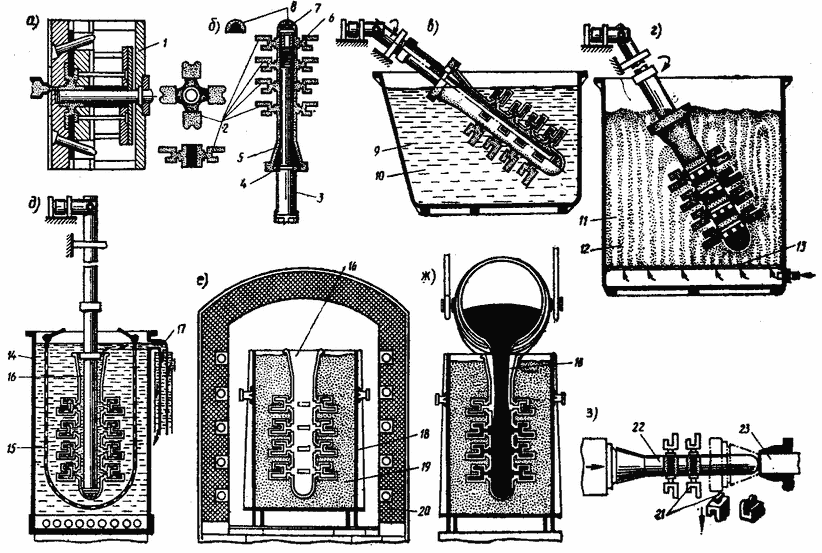
Рис. 11.34. Схема технологического процесса изготовления отливок по выплавляемым моделям в условиях крупносерийного и массового производства
В специальной, преимущественно металлической пресс-форме изготовляют модели будущих отливок. Для изготовления моделей используют воскообразные сплавы, в состав которых могут входить парафин, церезин, синтетические полиэтиленовые воски, торфяной, буроугольный воск и другие воскоподобные материалы; реже применяют модели из компактного или вспененного полистирола (выжигаемые) или из карбамида с добавкой поливинилового спирта, калийной селитры и других солей (растворяемые в воде). Воскообразные модельные составы запрессовывают в полость пресс-формы в жидком или полужидком (пастообразном) состоянии; модели из полистирола или пенополистирола изготовляют на специальных машинах запрессовкой размягченного нагревом материала под высоким давлением; модели из составов на основе карбамида ввиду небольшой усадки этого материала можно получать свободной заливкой расплава.
Размеры рабочих полостей пресс-форм выполняют с учетом литейной усадки, в которой учитывают усадку модельного состава, расширение керамики формы при прокаливании и усадку самого литейного сплава. В зависимости от масштабов производства и размеров получаемых моделей их изготовляют в многоместных или одноместных пресс-формах заодно с питателями или другими элементами литниковых систем. На рис. 11.34, а, показана запрессовка модельного состава в четырехместную пресс-форму 1. Полученное в ней звено 2 состоит из четырех моделей, объединенных общим элементом литниковой системы, представляющим собой часть цилиндрического стояка.
Модели отливок собирают в блок, соединяя их с моделью литниковой системы, сделанной также из модельного состава. В условиях массового производства обычно применяют высокопроизводительный метод механического соединения звеньев в блок (рис. 11.34, б) нанизыванием на металлический стояк-каркас и скреплением их пружинным прижимным устройством в верхней части стояка. На стояк с рукояткой 3 и опорным фланцем 4 сначала надевают модель литниковой воронки 5, затем нанизывают звенья 2 моделей 4 и скрепляют пружинным прижимным устройством 6 с гайкой 7, после чего на нее навинчивают или напаивают колпачок 8 из модельного состава. Широко используют в различных условиях производства сборки моделей в блоки припаиванием. В ряде случаев, при сборке сложных блоков применяют специальные кондукторы, в которых модели деталей и литниковой системы соединяют заливкой расплавленного модельного состава.