Внутренние санитарно-технические системы
Как было отмечено в п. 2 настоящего раздела, перед началом монтажа внутренних санитарно-технических систем производится сдача — приемка основных смонтированных строительных конструкций. Однако некоторые общестроительные работы продолжают выполняться совместно с монтажом внутренних санитарно-технических систем, а часть из них — и по завершении монтажа трубопроводов и приборов. Увязка монтажных работ с общестроительными имеет очень важное значение для организации поточного метода производства строительно-монтажных работ.
Основные средства крепления санитарных приборов и трубопроводов (кронштейны, подвески, крючья и т. п.) устанавливают на строительные конструкции до начала штукатурных и малярных работ. Санитарные приборы ставят в проектное положение после штукатурных, но до окончательных малярных работ. Водоразборную арматуру устанавливают после окончания всех отделочных работ.
Гидравлические испытания внутренних санитарно-технических систем при их скрытой прокладке в штрабах проводят до замоноличивания трубопроводов, а при открытой прокладке — до окончания штукатурных работ.
Монтаж внутренних систем ведут в следующей технологической последовательности: установка средств крепления трубопроводов и приборов по шаблонам; монтаж и гидравлическое испытание трубопроводов; установка санитарно-технических приборов и водоразборной арматуры.
Для систем холодного и горячего водоснабжения применяются стальные водогазопроводные сварные оцинкованные трубы по ГОСТ 3262—75. При изготовлении трубы испытывают давлением в 1,5 МПа. Трубы выпускаются мерной и немерной длины от 4 до 12 м.
При изготовлении узлов систем холодного и горячего водоснабжения на заготовительных предприятиях и при монтаже этих систем применяют три вида соединений трубопроводов: резьбовое, сварное и фланцевое. Сварные соединения оцинкованных трубопроводов допускается выполнять только в заводских условиях при использовании сварки в среде углекислого газа. При обычной электросварке цинк выгорает по обе стороны от сварного шва на 30 мм, при сварке же в среде углекислого газа — только на 3 мм. Фланцевые соединения применяются для подсоединения фланцевой арматуры, при обвязке насосов, устройстве вводов в здания и монтаже технологического оборудования.
В процессе изготовления и монтажа стальных оцинкованных трубопроводов диаметром до 50 мм применяют трубную резьбу, выполняемую способами нарезки и накатки. Основными элементами трубной резьбы являются ее глубина и шаг. На трубах нарезается цилиндрическая резьба постоянной глубины за исключением двух последних витков, имеющих неполный профиль, сходящих «на нет». Это участок резьбы называется сбегом. На этом участке при соединении деталей образуется стык «цилиндр на конус», который обеспечивает плотное примыкание металла к металлу и выдерживает значительные давления без применения уплотнительных материалов.
Для соединения отдельных участков стальных трубопроводов применяют разнообразные фасонные детали (фитинги): муфты (прямые и переходные); тройники и крестовины (прямые и переходные); угольники и крутоизогнутые отводы; футорки и контргайки.
При соединении трубопроводов с помощью фасонных деталей на концах труб нарезается короткая резьба, обеспечивающая зазор между концами труб внутри фасонных деталей и уплотнение на сбеге резьбы. Соединение трубных деталей с помощью коротких резьб является неразъемным во время эксплуатации. Длина короткой резьбы зависит от диаметра трубы.
Для подсоединения санитарно-технических приборов и оборудования к системам, а также в других местах, требующих разъемного соединения, применяют стык, называемый сгоном. При выполнении сгонового соединения на одном конце трубы нарезается короткая резьба, на другом — длинная резьба. Со стороны длинной резьбы устанавливается контргайка с фаской, обращенной в сторону муфты.Типы резьбовых соединений и фасонные детали показаны на рис. 2.1.

Рис. 2.1. Резьбовые соединения и фасонные детали
а — муфтовое соединение; б — сгоновое соединение: 1 — труба; 2 — муфта; 3 — контргайка; 4 — уплотнительный материал: в — муфты прямая и переходная; г — тройники прямой и переходной; д — крестовины прямая и переходная; е — угольник и футорка; ж — контргайка, заглушка и пробка.
При устройстве систем холодного и горячего водоснабжения кроме прямолинейных участков трубопроводов применяют гнутые детали для изменения направления, огибания строительных конструкций и других трубопроводов и т. п. На заготовительных предприятиях гнутье труб выполняют как в холодном, так и в горячем состоянии. Механизмы для гнутья труб в холодном состоянии, как правило, оборудованы подвижными и неподвижными роликами для соответствующих диаметров трубопроводов. Для предотвращения образования эллипсности при гнутье труб диаметром более 32 мм в них насыпается кварцевый песок.
При больших диаметрах труб применяют гнутье в горячем состоянии с набивкой труб песком. Трубы в местах сгиба нагревают до вишнево-красного цвета, не допуская перегрева. Складчатые отводы изготавливают путем нагрева «шейки» газовыми горелками, не нагревая затылочную часть. В месте гофра трубу нагревают до светло-красного цвета. Механизмы для гнутья труб показаны на рис. 2.2.

Рис. 2.2. Механизмы для гнутья труб
а — ручная гибка; 6 — гидравлический трубогиб; в — трубогибочный станок; 1 — труба; 2 — подвижный ролик; 3 — неподвижный ролик; 4 — хомут; 5 — сменный сектор; 6 — рукоятка
Для систем внутренней канализации и водостоков применяют чугунные безнапорные трубы, изготавливаемые из серого чугуна, и пластиковые канализационные трубы. Чугунные трубы подразделяются на два класса: класс А — трубы и фасонные части к ним, выдерживающие давление 0,1 МПа до нанесения антикоррозионного покрытия (используются для замоноличенных канализационных систем); класс Б — трубы и фасонные части к ним, выдерживающие давление 0,1 МПа после нанесения антикоррозионного покрытия (используются для открытой прокладки).
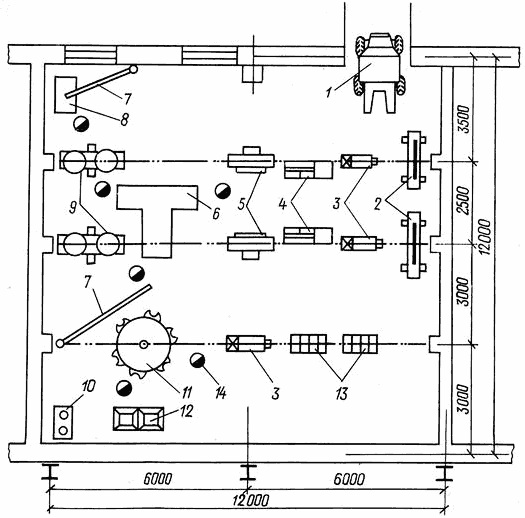
На монтаж поступают узлы канализационных систем в виде стояка в пределах одного этажа здания или горизонтального участка, объединяющего отводные линии от нескольких санитарных приборов. Узлы укомплектовывают средствами крепления к строительным конструкциям. Участок изготовления узлов канализационных систем показан на рис. 1.1. Основными операциями при изготовлении узлов являются перерубка труб и заделка стыков. Перерубка труб выполняется на специальных станках достаточно высокой производительности (до 12 перерубов в минуту). Раструбные стыки заделываются расширяющимся цементом не ниже М 300, расплавленной серой или асбестоцементной смесью. До заливки на гладкий конец трубы наматывается битумизированная смоляная прядь (два витка) и уплотняется конопаткой в зазоре раструба. Необходимо проследить, чтобы концы витков не попали внутрь трубы. Серу для заливки стыков расплавляют в специальной ванне до 130 ... 150° С и с помощью ковша заливают в раструб. Стыки, заделанные цементом, снимают со стенда через час после заделки и погружают в ванну с водой для набора цементом прочности.
{kind=link}
Перерезку пластиковых труб производят дисковыми пилами с мелким зубом. Отдельные элементы пластиковых труб и фасонные части соединяют между собой с помощью резиновых уплотнительных колец или накидной гайки с резиновыми прокладками, а также склеиванием и сваркой.