Санитарно-технические работы
Санитарно-технические работы составляют около 10% от общего объема строительно-монтажных работ. Успешное выполнение такого объема санитарно-технических работ возможно только при их производстве индустриальными методами, которые позволяют отделить заготовительные операции, выполняемые на монтажных заводах и в центральных заготовительных мастерских (ЦЗМ) по замерам с натуры или по монтажным проектам, от сборочных, осуществляемых на объектах строительства, и создать условия для значительного ускорения и повышения качества санитарно-технических работ, снижая их себестоимость и повышая производительность труда.
В крупных городах индустриализация санитарно-технических работ осуществляется с помощью монтажных заводов. Монтажный завод, или завод монтажных конструкций, является более совершенным типом предприятия стройиндустрии, создаваемого при специализированных монтажных трестах. Наименование и назначение цехов, входящих в состав заготовительного завода, определяется номенклатурой и количеством выпускаемых изделий и заготовок.
Как правило, в состав заготовительного завода входят следующие цехи: трубозаготовительный, котельно-сварочный, жестяницкий, а также участок сборки узлов из чугунных и пластиковых канализационных труб, механический цех, ремонтный участок и трубогибочная площадка.
В трубозаготовительном цехе выполняется заготовка деталей из труб диаметром до 50 мм включительно и узлов для систем отопления, внутреннего холодного и горячего водоснабжения, газоснабжения, спецтрубопроводов для котельных, насосных и бойлерных. При производстве работ в трубозаготовительном цехе различают операционную и маршрутную технологию. Под операционной технологией понимают последовательность работ по специальным технологическим картам. Маршрутной называется технология всего производственного процесса по изготовлению деталей или изделий. Маршрутная технология тем рациональнее, чем короче и совершеннее путь следования детали от операции к операции. Это зависит в первую очередь от расстановки станков и механизмов; они должны быть размещены по потоку так, чтобы в технологическом процессе не было перекрестных перемещений детали по цеху, чтобы деталь двигалась в одну сторону.
В трубозаготовительном цехе деталь может перемещаться к рабочему для выполнения очередной операции различными способами: ее можно переносить вручную, перевозить на тележке или использовать вращающийся стеллаж, вокруг которого расставляются станки, и т. п. Наиболее полно вопросы межоперационного транспорта разрешаются на трубозаготовительном конвейере. Для организации маршрутной технологии станки и механизмы расставляются вдоль конвейера.
В котельно-сварочном цехе размещаются три отделения: листовых конструкций, решетчатых конструкций, трубных узлов. В отделении листовых конструкций изготавливаются детали и оборудование санитарно-технических систем из толстолистовой стали. В отделении решетчатых конструкций производятся различные опоры, кронштейны и подставки под санитарно-техническое оборудование. В отделении трубных узлов изготавливаются детали из труб, соединяющихся на фланцах и сварке.
Создание потока с четкой операционной и маршрутной технологией возможно в случае производства работ по заготовке труб больших диаметров в специализированных цехах монтажных заводов с применением передовой технологии сварки и приспособлений, облегчающих работу сварщика. К таким приспособлениям относятся манипуляторы, позволяющие вращать тяжеловесную деталь и устанавливать ее так, чтобы все стыки попеременно приходили в удобное для сварки положение. В настоящее время в котельно-сварочных цехах применяется робототехника, позволяющая исключить ручной труд и повысить качество выпускаемой продукции.
В жестяницком цехе осуществляется заготовка воздуховодов и деталей вентиляционных систем из тонколистовой стали.
Участок сборки узлов из чугунных канализационных и пластиковых труб на многих заготовительных заводах укомплектован значительным количеством механизмов и транспортных средств. Заделка стыков труб производится различными материалами.
На рис. 1.1 представлена схема участка заготовки узлов из канализационных труб. Как видно из схемы, все заготовительные процессы механизированы. Трубы и фасонные детали подаются на участок автопогрузчиком, после чего кассеты устанавливаются на стеллажи, а бункера перемещаются на рабочее место с помощью электротельфера по монорельсу. Разметка труб перед перерубкой производится непосредственно в кассетах на стеллажах. Выдача труб из кассет осуществляется при помощи пневмопривода. Укомплектованные по монтажному чертежу узлы поступают для сборки на карусель. Готовые узлы укладываются с помощью электротельфера в контейнеры, которые вывозятся на склад готовой продукции автопогрузчиком.
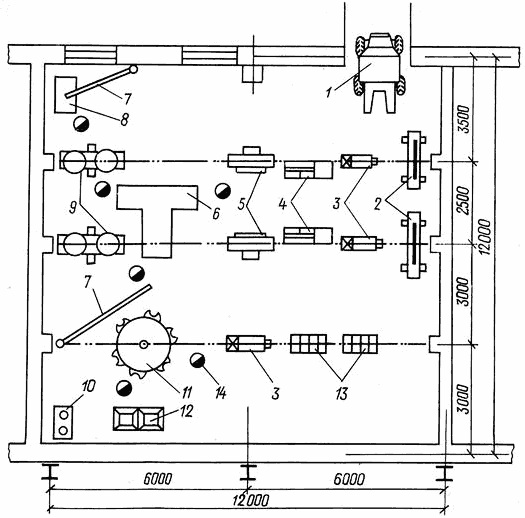
Рис. 1.1. Схема участка заготовки узлов канализации
1 — автопогрузчик; 2 — стойка с кассетами; 3 — электротельфер; 4 — механизированный стеллаж; 5 — перерубка труб; 6 — приемочный к комплектовочный столы; 7 — кран-укосина; 8 — верстак; 9 — бункеры для фасонных частей; 10 — печи для варки серы; 11 — карусель для сборки узлов; 12 — ванны для разогрева серы; 13 — контейнеры для перевозки узлов; 14 — рабочие места
Заготовительное предприятие должно стремиться к комплексной механизации всех процессов — от разгрузки материалов на предприятии до отгрузки готовой продукции на строительную площадку.
Объективными данными для оценки рентабельности заготовительного предприятия являются его технико-экономические показатели. Исходными данными для проектирования служат годовая программа монтажного треста, номенклатура и объем продукции, режим работы предприятия, производительность станков и механизмов. На основании этих данных производится расчет количества рабочих и необходимого оборудования заготовительного предприятия.
Санитарно-технические работы — одна из основных частей всего комплекса строительного производства. Поэтому организация работ по монтажу санитарно-технических систем должна решаться в сочетании со всей его организацией.
Комплексный процесс возведения зданий и сооружений состоит из отдельных видов общестроительных и специальных работ. К общестроительным относятся основные работы по возведению зданий начиная от земляных работ и кончая отделочными, к специальным — монтаж санитарно-технических систем. Общестроительные работы выполняются генеральным подрядчиком (генподрядчик), специальные — субподрядчиком. В настоящее время основным методом ведения строительно-монтажных работ общестроительного комплекса является поточный метод. Он предусматривает группировку всех строительно-монтажных процессов на объекте в циклы, идущие один за другим в строгой технологической последовательности. Монтаж санитарно-технических систем является одним из циклов потока. Он может выполняться одновременно с определенными общестроительными работами или после их окончания. В первом случае метод организации монтажа санитарно-технических систем называется параллельным, во втором случае — последовательным.